1、智能化标准高。供应热风循环恒温烘箱相关技术人员对其选用*的智能加温作业形式,即经过对气体电加热器内部的高温电压介质来设定作业中本来的温度,在试验中,这种控温精度能够到达±2℃~±0.2℃的规模。2、热风循环恒温烘箱厂家具有布局精细、体积轻盈、分量简便、设备进程便利。导热油加热器加热时对周围环境不发生伤人污染,能在比较低的作业压力下取得适当高的加热温度和功率。
供应热风循环恒温烘箱在自动控制上有多级调功及无极调功方式,目前较多是采用PLC可编程控制器配合多组交流接触器进行多级调功的控制方式,以出口导热油温度为主控参数,这种控制方式具有成本低、敢热要求任、不怕过流过压的优点,缺点是控制精度不高,控制箱体积大,这种对电加热管多级调功,热风循环恒温烘箱厂家主要按下面两个方式进行:电加热管分成多组,它的投入或切除分组延时进行,每组电妇热管的功事越大,各组电加热管之间投入或切除时间的间隔越长,以避免全功事一次投入和切除对电网造成大的冲击。

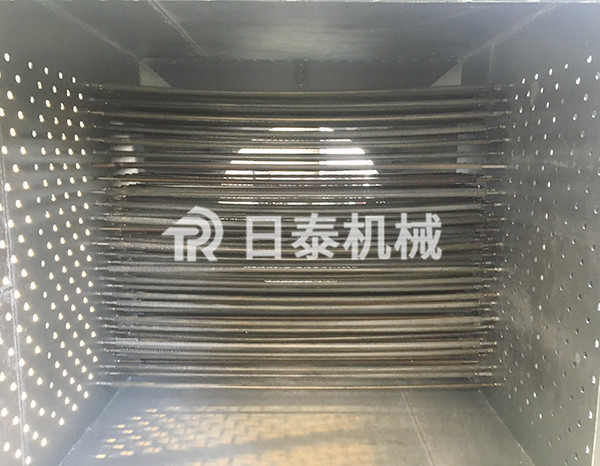
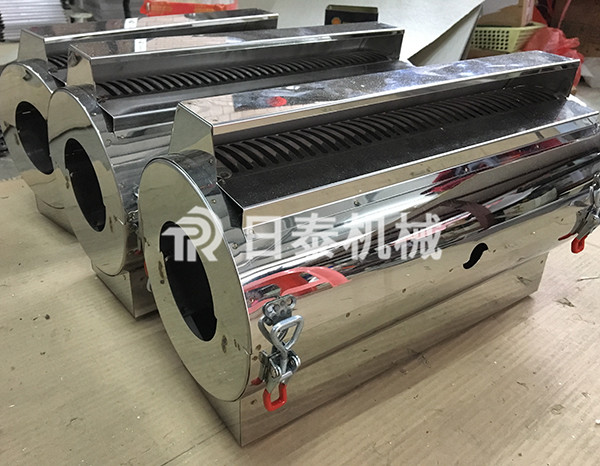
热风循环恒温烘箱厂家通常选用电阻式管状电热元件,该管状电热元件是由金属管、合金电热丝和结晶氧化镁组成。供应热风循环恒温烘箱金属管材料为10号钢或不锈钢,其管径般为中8mm~ φ 16mm,氧化镁作为绝缘体和导热介质填充在金属管壁和电热丝之间。这种电热元件在导热油中不带电,使用安全,同时也不会对导热油产生污染。.由于管状电热元件是完全浸入导热油中加热,将电功率转化产生的热功率几乎被完全利用,散热损失一般低于2%。

1、热风循环恒温烘箱厂家设计导热油在管内的流速,又不至于由于局部过热而结焦,一般辐射段管采用2~4m/s的流速。2、所有与导热油接触的管道及附件严禁用有色金属和铸铁制造,法兰与阀门应用公称压力2.5MPa及以上的铸钢阀门,密封件应采用耐高温、耐油材料。3、供应热风循环恒温烘箱根据导热油在运行中的工作温度,排烟温度和导热油温度之间的差控制在80~120℃,排烟温度相宜在350~400℃。4、电加热导热油炉需设低位排液阀,并要求其能排净物料,确保不留残液。5、设计温度由其使用温度决定,并应参照《水管锅炉原件强度计算》中的有关划定进行设计。6、电加热导热油炉的热负荷与有效热负荷之间应留有余地,这一幅度一般为10%~15%。7、设计要从既经济的角度出发,为电加热导热油炉在系统中的运行设计一个相宜的温差,这个温差应小于30℃。8、设计要求电加热导热油炉炉管均匀热强度在范围内,从而使导热油不至于过热,又能充分利用炉管的传热面积。
供应热风循环恒温烘箱与自身需要注意哪些问题:1、保持电加热导热油炉的清洁和干燥。热风循环恒温烘箱厂家要定期的对电锅炉进行部件的检查保证灵活性的检验,每一年都要到当地的质量技术监督部门进行大的检验。2、在操作电加热导热油炉之前要认真研读产品的使用手册,严格按照说明进行操作。在电锅炉启动之前认真检查水源、电源和电压确保异常,将供水阀打开排污阀关闭,检查水泵是否有卡死的情况;当电锅炉出现故障需要检修时,要关闭电源。

供应热风循环恒温烘箱具有结构紧凑、体积小、重量轻、安装操作简便等特点,加热时能在较低的工作压力下获得较高的工作温度。并且自动化程度高,采用先进的自动控温模式,热风循环恒温烘箱厂家即通过所设定的温度反馈给控制系统实现热负荷的自动调节。采用模糊控制盒自整定PID控制结合的控制技术,控温精度可达到土1C~ +0.1C,甚至更加准确。并可与计算机连网,实行人机对话。控制系统可以向DCS系统提供电加热炉处于运行、超温、停止、互锁状态等信号,可以接受DCS系统发出的自动、停止操作命令。